Esseco adotta una politica di tutela ambientale orientata all’innovazione, alla ricerca e al costante miglioramento delle proprie performance. Investe nell’impiego delle migliori tecnologie disponibili per ridurre l’impatto ambientale e promuove soluzioni sostenibili lungo tutta la filiera produttiva.
In ambito energetico, Esseco ha definito una strategia mirata ad aumentare l’indipendenza da forniture esterne e da fonti fossili, puntando su fonti rinnovabili e su un approccio responsabile all’uso delle risorse.

Esseco adotta un modello di economia circolare orientato al recupero di risorse, all’efficienza produttiva e alla riduzione degli impatti ambientali. Il nostro approccio si traduce nell’ottimizzazione dei processi, nella valorizzazione dei sottoprodotti e nell’integrazione tra gli impianti, favorendo il riutilizzo interno di energia, acqua e materiali.
Il rinnovamento continuo delle nostre attività produttive si fonda sulla volontà di trasformare ogni fase del ciclo industriale in un’opportunità per generare valore in modo sostenibile.
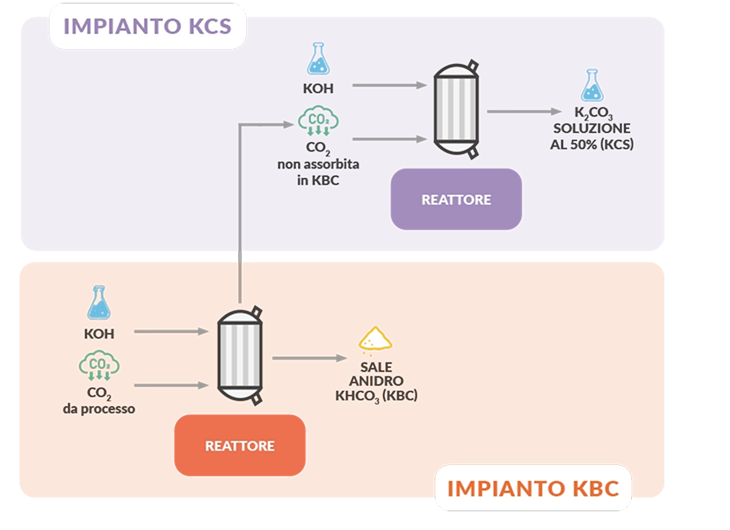
Esseco ha sviluppato un processo produttivo in grado di riutilizzare una parte significativa della CO₂ generata dalla dissoluzione del carbonato di sodio, combinandola con potassa caustica, prodotta con il 75% di energia rinnovabile, per ottenere sale anidro KHCO₃. L’ulteriore CO₂ non assorbita in questa fase viene impiegata per produrre K₂CO₃ in soluzione al 50%, sempre in abbinamento a potassa caustica ottenuta con energia rinnovabile.
I derivati così ottenuti trovano impiego in settori ad alto valore aggiunto come quello farmaceutico, alimentare e mangimistico, dando vita a un modello di produzione sostenibile e circolare.

L’acqua è una risorsa fondamentale per i processi produttivi di Esseco, che si impegna costantemente nella sua gestione efficiente e sostenibile. Un risultato raggiunto anche attraverso la progettazione dei propri impianti, come nel caso del Ditionito di Sodio/Sodio Idrosolfito che grazie alla soluzione progettuale brevettata consente il riciclo delle acque madri con conseguente risparmio idrico.
Per ridurre i consumi, Esseco ha adottato sistemi di recupero e riciclo nei circuiti di raffreddamento. I prelievi e gli scarichi idrici sono monitorati con strumentazione certificata, nel rispetto delle normative ambientali.
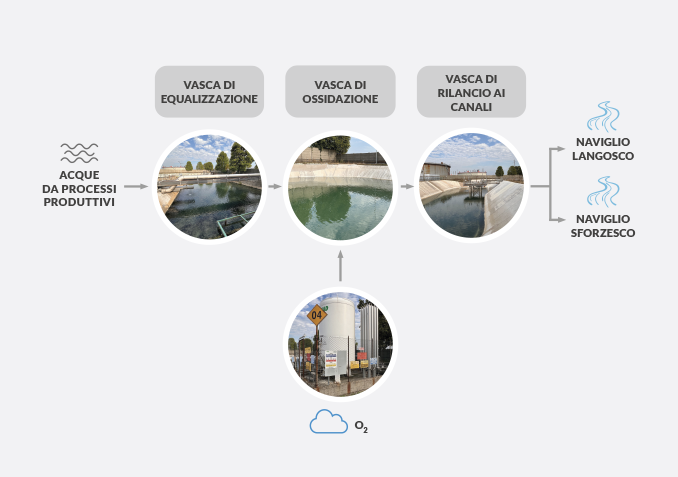
Nello stabilimento di Trecate, tutte le acque di scarico vengono convogliate a un impianto di trattamento chimico-fisico, dove subiscono processi di neutralizzazione e ossidazione prima di essere immesse nei canali Langosco o Sforzesco, tramite una condotta di circa 2 km.
Grazie ai trattamenti chimico-fisici e a un sistema continuo di controlli e monitoraggi, Esseco garantisce che tutte le acque provenienti dai processi industriali siano sicure per l’ambiente e conformi alle normative prima della loro re-immissione.
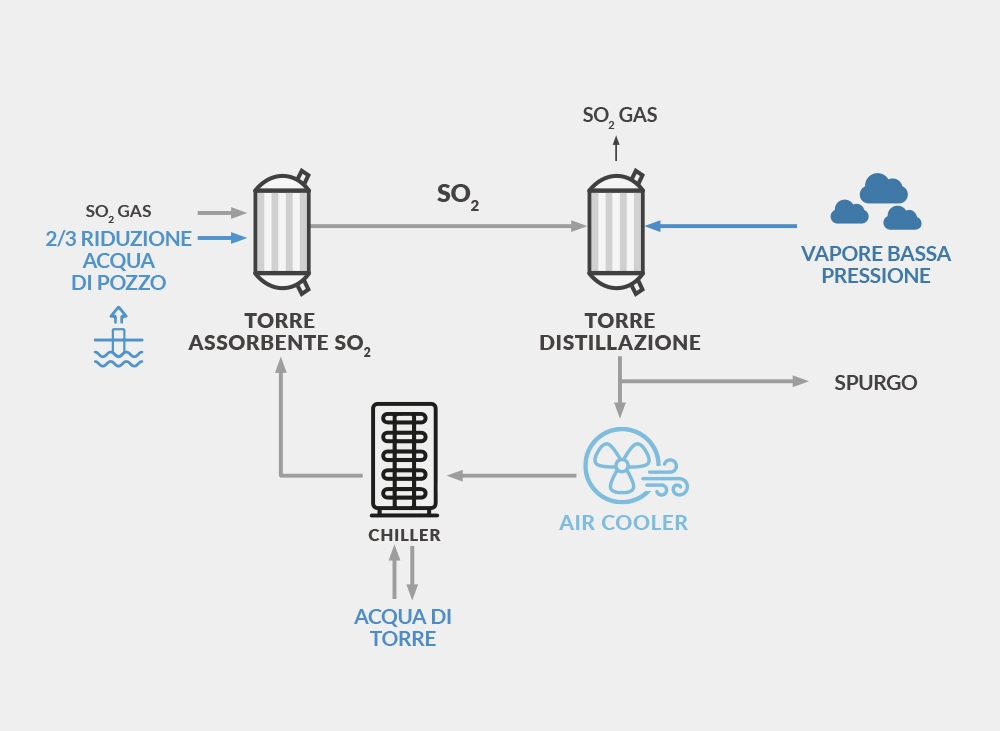
Tra i progetti in fase di realizzazione, il SOG/SL prevede l’installazione di un gruppo frigorifero associato a un air cooler di pre-raffreddamento che consentirà di ridurre il prelievo d’acqua da un pozzo di falda profonda.
Una misura strategica per rispondere alle criticità legate alla disponibilità idrica in un contesto di cambiamento climatico. Il sistema utilizzerà acqua raffreddata meccanicamente in sostituzione di quella di falda, favorendo così una gestione più sostenibile sia dal punto di vista ambientale che economico.

Con lo scopo di contribuire a mitigare il cambiamento climatico, Esseco monitora attentamente le emissioni generate dai propri stabilimenti per assicurarsi che rispettino i limiti autorizzativi.
Lo stabilimento di San Martino di Trecate (NO) è autorizzato ai sensi AIA – Autorizzazione integrata ambientale ministeriale.



